
CYCLONIC DERBIS REMOVAL
Engineered for applications affected by small particulates leading to compromised machine performance.
Cyclonic Debris Removal excels in applications where conventional filter media would blind off or magnetic filtration is not effective. This system was created to solve issues where the Purge was not appropriate
CDR effectively filters dust and hard sharps that can bypass conventional filtration systems, increasing machine and tooling lifespan and providing coolant filtration with no filter media. Perfect for automated machining running multiple shifts/unattended machining.
HOW CDR WORKS
The CDR utilizes four expertly engineered hydrocylcones that separate the hard sharp particles that typically stay suspended in the coolant. The CDR's 3HP pump produces up to 80GPM flow rate in order to quickly capture harmful debris before it is recirculated through the machine.

The debris is separated out, and lands in the settling tank where it can easily be scraped. The clean coolant returns to the machine tool tank, supplying your pumps with fresh coolant and protecting your machine from wear.
RETURN ON INVESTMENT
Averaging over a CDR’s life, it will typically pay for itself in 2 years.

- COST OF REPLACING SET OF WAYCOVERS: $5,000-$20,000
- COST OF REPLACING BALL SCREW/LINEAR GUIDES: Starting at $10,000+ per axis
- TOOL HOLDERS: $50-$100 each
- CHUCK: $4,000-$20,000
- MACHINES RUN IN SEVERE ENVIRONMENTS TYPICALLY NEED A MAJOR REBUILD IN 5-10 YEARS: $150,000
- COOLANT COST IN & OUT: $450-$1,050 per tank cleanout
- LABOR COST: $100-$640 per tank cleanout
Damage and maintenance costs increase over time, but wear may not be noticeable until it’s too late.
CUSTOMER TESTIMONIAL

Working In Tandem: A CDR Success Story
This shop utilizes automated machining centers that run multiple shifts cutting cast iron parts - in turn creating large amounts of dust that combines with their coolant, creating a nasty sludge
We provided them with a solution: the CDR. They now run the Cyclonic Debris Removal on over 40 machines, preventing unexpected shutdowns caused by clogged coolant lines, starved feed pumps and worn out components. We also decreased the frequency of filter bag changes in our high pressure pump.
"In my eyes, every machine cutting these parts needs a CDR." - Shop Manager
- 80 GPM flow rate
- Filtration down to 3 micron
- Cleanable Pre-filter
- No Disposable Filters
- Low maintenance
- 2 year parts warranty
- Inlet/Outlet Pressure Gauges
- PLC display
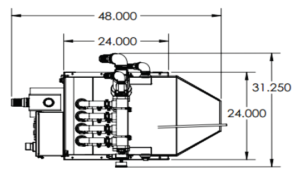
Note: All units are in inches.